
เครื่องเชื่อม DC Pulse TIG PROTIG-400CT ที่มีประสิทธิภาพสำหรับงานอุตสาหกรรม
- ราคา
- US $2
- แบบ
- ชีพจรสองครั้ง PROTIG-400CT DC อุปกรณ์สำหรับ
- ขั้นต่ำ
- 1 piece
คุณสมบัติ
- แรงดันไฟฟ้าอินพุตที่กำหนด
- 3PH ~ 400V ± 15%
- จัดอันดับการส่งออก
- 400A / 26V
- แรงดันไฟฟ้าวงจรเปิด
- 70V ~ 80V
- effiency
- 85%
- การประกัน
- รับประกัน 1 ปี
- ขนาด
- 960 * 420 * 900mm
- น้ำหนัก
- 70kg
ประเมินผล
รายละเอียดสินค้า
/ FEATURES
รายละเอียดด่วน
- การประยุกต์ใช้:
- การติดตั้งและตั้งค่า
- ซ่อมและบำรุงรักษา
- การประชุมเชิงปฏิบัติการเกี่ยวกับการผลิตโลหะ
- อุตสาหกรรมเคมีและกระบวนการ
- กระบวนการ:
- DC TIG (GTAW)
- Stick (SMAW)
- กำลังอินพุต:
- 400CT / 500CT: 400V, 3 เฟส
- ช่วงแอมป์:
- 400CT: 3-400A / 500CT: 3-500A
- เอาท์พุทที่ได้รับการจัดอันดับที่ 40 ℃ (104 ℉):
- 400CT: 400A ที่ 26V @ 60% Duty Cycle
- 500CT: 500A ที่ 30V @ 60% Duty Cycle
- น้ำหนัก: 70 กก
มุมมองทั่วไปของแผงควบคุม
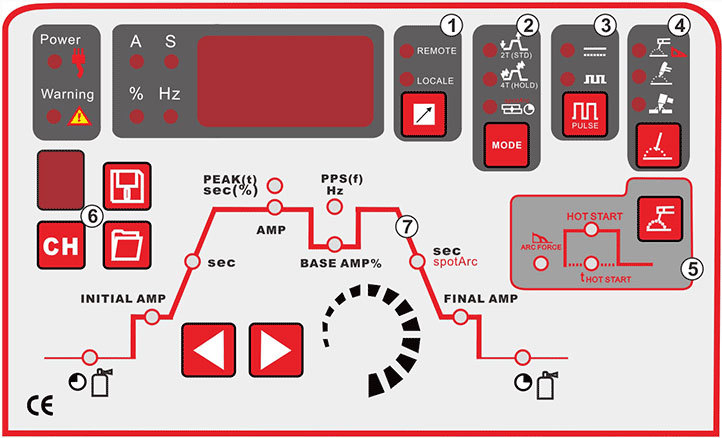
1.Remote: ใช้สำหรับเหยียบเท้าหรือ Remote torch
ท้องถิ่น: ปรับค่า Currents by face panel
โหมดการถือครอง 2.2T / 4T
การเลือกโหมด Spot Welding
3. เลือกเปิด / ปิดเครื่อง4. การเลือกกระบวนการ
5.ARC FORCE
HOT START
6. เมมโมรี่ที่มีความจุ 10 ชุดพารามิเตอร์
7. ลำดับฟังก์ชั่นมุมมองทั่วไปของแผงควบคุม (ต่อ)
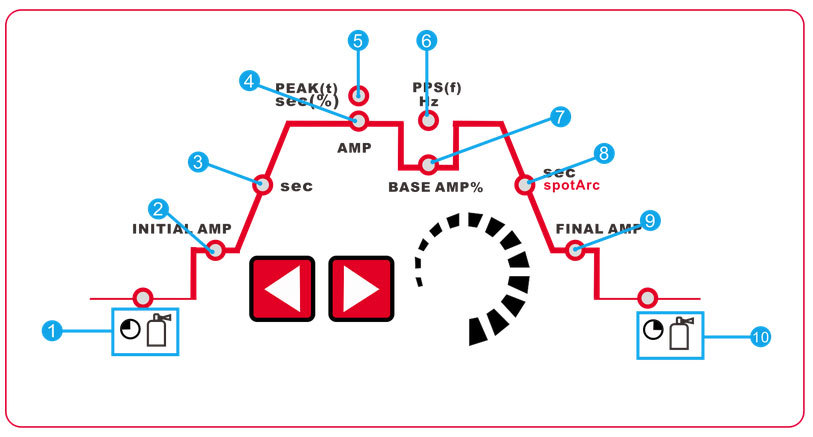
1.Gas เวลาก่อนการไหล (TIG)
ช่วงการตั้งค่าที่แน่นอน 0.1 วินาทีถึง 5.0 วินาที (เพิ่มขึ้น 0.1 วินาที)
2.Ignition current (TIG)
ร้อยละของกระแสหลัก
4T (ถือ)
ช่วงการตั้งค่า 1% ถึง 100% (เพิ่มขึ้น 1%)
3. ความลาดชันของเวลา (TIG)
ช่วงการตั้งค่า: 0.00 วินาทีถึง 20.0 วินาที (เพิ่มขึ้นทีละ 0.1 วินาที)
สามารถตั้งค่าระยะเวลาความลาดชันได้แยกต่างหาก
สำหรับ non-latched และ latched
4. กระแสไฟฟ้าหลัก (TIG) / ชีพจร cuttent
I min to max (เพิ่มทีละ 1 A)
สารกัดกร่อนหลัก (MMA)
I min to I max (เพิ่มทีละ 1 A)
เวลา 5.Pulse
ช่วงการตั้งค่าพัลส์เซส: 0.01 วินาทีถึง 9.99 วินาที (เพิ่มขึ้น 0.01 วินาที)
TIG pulses
เวลาชีพจรใช้กับ
เฟสหลักที่ตัด (AMP) สำหรับพัลส์
TIG AC พิเศษ
เวลาชีพจรใช้กับเฟส AC สำหรับ AC พิเศษ6.Pulse break time
ช่วงการตั้งค่าการแบ่งพัลส์: 0.01 ถึง 9.99 วินาที
(เพิ่มขึ้น 0.01 วินาที)
TIG pulses
เวลาพักพัลส์ใช้กับ secondary
เฟสปัจจุบัน (AMP%)
TIG AC พิเศษ
เวลาชีพจรใช้กับเฟส AC สำหรับ AC พิเศษ
7. ชีพจรปัจจุบัน (TIG) / pulse pulse pause current
ช่วงการตั้งค่า 1% ถึง 100% (เพิ่มขึ้น 1%)
ร้อยละของกระแสหลัก
8.Down-slope time (TIG)
0.00 วินาทีถึง 20.0 วินาที (เพิ่มขึ้นทีละ 0.1 วินาที)
ระยะเวลาในการลาดลงสามารถตั้งค่าแยกกันได้
สำหรับ non-latched และ latched
9.End-crater current (TIG)
ช่วงการตั้งค่า 1% ถึง 100% (เพิ่มขึ้น 1%)
ร้อยละของกระแสหลัก
10.Gas เวลาหลังการไหล (TIG)
ช่วงการตั้งค่า: 0.1 วินาทีถึง 20.0 วินาที (เพิ่มขึ้นทีละ 0.1 วินาที)DC TIG-Pulse
DC TIG-Pulse Control ความเร็วสูง
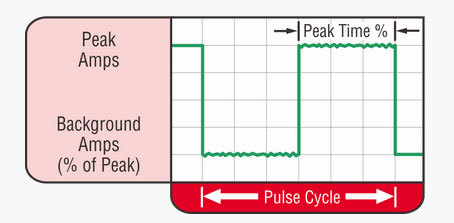
• PPS ต่อวินาที (Hz): DC = 0.1 - 5,000 PPS
•% ON -% Peak Time: 5 - 95% (ควบคุมระยะเวลาระหว่างรอบชีพจรแต่ละครั้งที่ค่ากำลังไฟฟ้า PEAK)
• Amps พื้นหลัง: 5 - 99% (ตั้งค่าแอมแปร์ต่ำชีพจรเป็น% ของ Peak Amps)CONIGER PULSED TIG
HIGH SPEED PULSED TIG
โดยปกติตั้งแต่ 1 ถึง 10 PPS ให้ความร้อนและ
เย็น effecton บ่อเชื่อมและสามารถลด
การบิดเบือนโดยการลดค่าเฉลี่ยของแอมแปร์ นี้
ความร้อนและความเย็นยังก่อให้เกิด adistinct
ระลอกคลื่นในลูกปืนเชื่อม ความสัมพันธ์
ระหว่างความถี่ชีพจรและความเร็วในการเดินทางจะเป็นตัวกำหนด
ระยะห่างระลอกคลื่น สามารถกดกระเพื่อมได้ช้า
นอกจากนี้ยังได้รับการประสานงานกับการเติมโลหะและ
สามารถเพิ่มการควบคุมโดยรวมของบ่อเชื่อม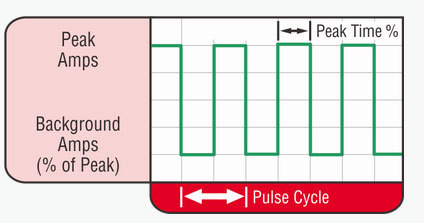
เกินกว่า 40 PPS, Pulsed TIG จะเพิ่มมากขึ้น
เสียงมากกว่าที่เห็นได้ทำให้เกิดบ่อที่เพิ่มขึ้น
ความวุ่นวายสำหรับโครงสร้างจุลภาคที่ดีขึ้นดันกระแสเชื่อมที่ความเร็วสูง - ระหว่าง
Peak สูงและค่าแอ็ตทริบิวต์พื้นหลังต่ำ -
นอกจากนี้ยังสามารถหดตัวและเน้นส่วนโค้งได้ด้วย
เสถียรภาพสูงสุดของส่วนโค้ง, การเจาะที่เพิ่มขึ้นและ
เพิ่มความเร็วในการเดินทาง (Common Range: 100-500PPS) ผลกระทบของ Arc-Sharpening ของความเร็วสูง
การกระตุ้นจะขยายไปสู่มิติใหม่ ความสามารถ
เพื่อชีพจรที่ 5,000 PPS ต่อช่วยเพิ่มเสถียรภาพทางโค้ง
และศักยภาพในการกระจุกตัวซึ่งเป็นสิ่งจำเป็นHot Start
ฟังก์ชั่น Hot Start ช่วยกระตุ้นการทำงานของขั้วไฟฟ้าและละลายได้
เพื่อให้ได้คุณภาพที่ดีที่สุดแม้ในตอนเริ่มต้น
ตะเข็บ การแก้ปัญหานี้ทำให้ขาดการฟิวชั่นและสิ่ง weldsa แบบเย็นในอดีตและช่วยลดการเสริมกำลังเชื่อม
ปรับค่าเริ่มต้นเริ่มร้อนที่นี่และเวลาที่นี่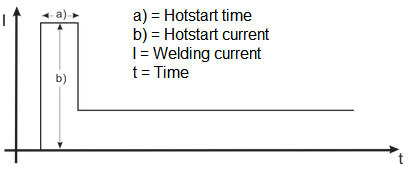
การแก้ไข Arcforce (ลักษณะการเชื่อม)
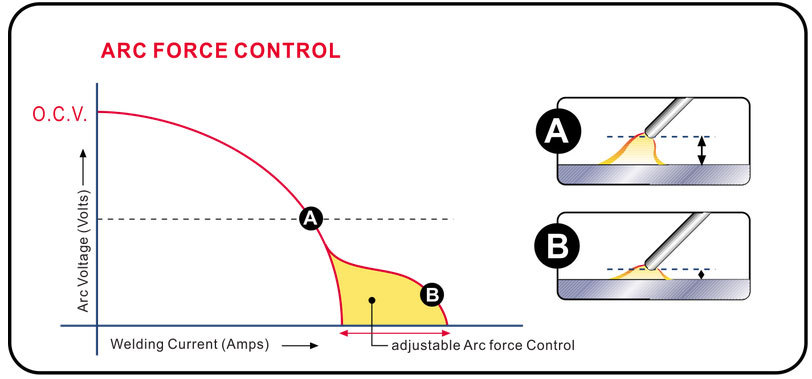
ในระหว่างกระบวนการเชื่อมอาร์กฟอร์ช่วยป้องกันไม่ให้ขั้วไฟฟ้าเกาะอยู่ในแนวเชื่อมด้วยการเพิ่มขึ้นของกระแสไฟฟ้า
ทำให้สามารถเชื่อมโลหะประเภทหลอมเหลวที่หลอมละลายได้อย่างรวดเร็วที่จุดแข็งที่มีกระแสไฟฟ้าต่ำโดยเฉพาะโดยเฉพาะช่วงสั้น ๆ2T / 4T
โหมดที่ไม่ได้สลัก
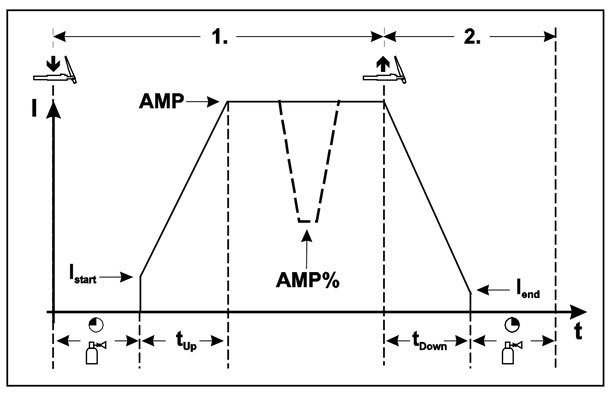
รอบที่ 1:
•กดคางคางไวที่คนหา 1.
•เวลาลุกก่อนการไหลของแก๊ส
•จังหวะการจุดระเบิดของไฮโดรเจนพุ่งจากอิเลคตรอนไปยังชิ้นงาน
กระแสเชื่อมจะไหลและทันทีที่สมมติค่าที่ตั้งไว้สำหรับกระแสไฟฟ้าจุดระเบิด Istart
• HF ปิดอยู่
•กระแสเชื่อมจะเพิ่มระยะเวลาในการตั้งค่าความชันให้กับ AMP กระแสหลัก
การเปลี่ยนจาก AMP หลักปัจจุบันเป็นกระแสไฟฟ้าสำรองในปัจจุบัน AMP%:
กดปุ่มไฟฉาย 2 หรือแตะไฟฉาย 1
รอบที่ 2:
•ปล่อยจุดไฟฉาย 1.
•กระแสหลักจะลดลงในช่วงเวลาที่ลาดลงไปที่กระแสประจุท้าย (กระแสต่ำสุด)
หากกดทริกเกอร์ไฟฉาย 1 ในช่วงเวลาที่ลาดลง,
กระแสเชื่อมจะเพิ่มขึ้นอีกครั้งในชุด AMP ปัจจุบันหลัก
•กระแสหลักถึงจุดสิ้นสุดของกระแสน้ำในปัจจุบันส่วนโค้งจะดับลง
ระยะเวลาการไหลของแก๊สหลังการลุกโหมด Latched
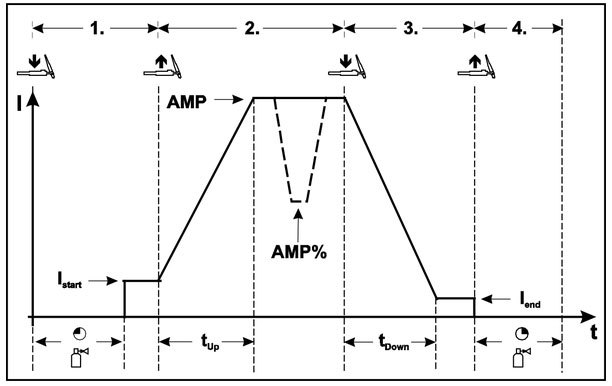
ขั้นตอนที่ 1
•กดคนหาไฟฉาย 1 กอนเวลาการไหลของก gas าซ
•จังหวะการจุดระเบิดของไฮโดรเจนพุ่งจากอิเลคตรอนไปยังชิ้นงาน
•กระแสกระแสเชื่อมและทันทีที่สมมติค่าติดไฟปัจจุบัน
(ส่วนโค้งการค้นหาในการตั้งค่าต่ำสุด) HF ปิดอยู่
ขั้นตอนที่ 2
•ปล่อยจุดไฟฉาย 1.
•กระแสเชื่อมเพิ่มขึ้นตามระยะเวลาที่ตั้งขึ้นกับ AMP กระแสหลัก
การเปลี่ยนจาก AMP หลักปัจจุบันเป็นกระแสไฟฟ้าสำรองในปัจจุบัน AMP%:
กดปุ่มไฟฉาย 2 หรือแตะไฟฉาย 1
ขั้นตอนที่ 3
กดปุ่มไฟฉาย 1.
•กระแสหลักจะลดลงในช่วงเวลาที่ลาดลงไปที่กระแสประจุท้าย (กระแสต่ำสุด)
ขั้นตอนที่ 4
•ปล่อยจุดไฟฉาย 1, ส่วนโค้งดับลง
•เวลาแก๊สหลังการไหลที่ตั้งไว้จะเริ่มขึ้น
การเชื่อมต่อทันทีของกระบวนการเชื่อมใน downslope ด้วยการปล่อยจุดไฟฉาย 1./ ข้อมูล จำเพาะ
ข้อกำหนดทางเทคนิค
หมายเลขสินค้า
PROTIG-400CT
PROTIG-500CTแรงดันไฟฟ้าอินพุตที่กำหนด 3PH ~ 400V ± 15% 3PH ~ 400V ± 15% แม็กซ์ กำลังโหลดไฟฟ้า TIG: 14.39 KVA TIG: 20.76 KVA MMA: 14.21 KVA MMA: 19.93 KVA วัฏจักรหน้าที่ดีเด่น (40 ℃) 60% TIG: 400A / 26V TIG: 500A / 30V MMA: 315A / 32.6V MMA: 400A / 36V 100% TIG: 315A / 22.6V TIG: 400A / 36V MMA: 250A / 30V MMA: 315A / 32.6V ขอบเขตกระแส / แรงดันไฟฟ้าในการเชื่อม TIG: 5A / 10.1V ~ 400A / 26V TIG: 20A / 10.1V ~ 500A / 30V MMA: 20A / 20.8V ~ 315A / 32.6V MMA: 20A / 20.8V ~ 400A / 36V แรงดันไฟฟ้าวงจรเปิด 70V ~ 80V 70V ~ 80V Power Factor 0.85 0.85 อย่างมีประสิทธิภาพ 85% 85% TIG ความถี่ Pulse 200Hz 0.2Hz ~ 200Hz 0.2Hz ~ ความกว้างพัลส์ (อัตราส่วน) 1 ~ 100% 1 ~ 100% Arc เริ่มต้นปัจจุบัน 5A ~ 400A 5A ~ 160A กระแสเติมปล่องควัน 5A ~ 400A 5A ~ 500A เวลาขึ้นบนพื้นลาดชัน 0.1s 15S ~ 0.1s 15S ~ เวลาดาวน์ไทม์ปัจจุบัน 0.1s-15S 0.1s-15S เวลาก่อนปล่อยแก๊ส 0.1s-15S 0.1s-15S เวลาการไหลของแก๊ส 0.1s-15S 0.1s-15S Spot Arc Time 0.1s-10S 0.1s-10S วีค Arc Force 10A ~ 315A 10A ~ 400A เวลาเริ่มต้นร้อน 0.1-3S 0.1-3S Hot Start Current ปัจจุบัน 10A ~ 315A 10A ~ 400A ขนาด (LxWxH) 960X420X900mm 960X420X900mm น้ำหนัก (กิโลกรัม) 70 กก 70 กก เครื่องทำน้ำเย็น: WC-100
แรงดันไฟฟ้าที่ใช้งาน 230V 50 / 60Hz กำลังไฟสูงสุด 260W พลังความเย็น 1.5kW (1 ลิตร / นาที) ความดันสูงสุด 0.3MPa / 60HZ น้ำยาทำความเย็นที่แนะนำ 20% ~ 40% เอทานอล / น้ำ ปริมาณรถถัง 6.5L / อุปกรณ์ เสริม
สำหรับอุปกรณ์มาตรฐานสำหรับอุปกรณ์เสริม/ แหล่งข้อมูล
/ เอกสาร